Hier ist eine gute Stanzwerkzeug-Fehleranalyse ... Das von Jing Mould hergestellte Stanzwerkzeug kann all diese Fehlerfaktoren lösen und Ihrem Geschäft viel nützen. Kontaktieren Sie uns jetzt für jede Anfrage! Stanzwerkzeuge werden einer Reihe von Belastungen, Dehnungen, Temperaturen, Chemikalien, Flüssigkeiten, dynamischen Stößen und Vibrationen ausgesetzt.Als Ergebnis ist es nicht überraschend, dass Werkzeuge für alle Arten von Fehlern während des Prozesses anfällig sind. Die folgende Reihenfolge kann je nach Fehlertyp (en) variieren Einschließlich Prägestempel - sollte einige oder alle der folgenden Schritte enthalten: • Proben sammeln - gebrochene Werkzeugkomponenten, progressive Werkzeugleisten usw. • Kompilieren Sie Hintergrunddaten. • Visuelle Prüfung des fehlerhaften Teils und Dokumentierung der Ergebnisse. • Zerstörungsfreie Prüfung der Oberflächenbeschaffenheit, Maßangaben usw. • Mechanische Prüfhärte, Zähigkeit usw. • Untersuchen von Bruchflächen, Rissen und anderen Oberflächenanomalien. • Bestimmen Sie die Fehlerart (en). • Test unter simulierten Betriebsbedingungen. • Analysieren Sie die Beweise. • Entwickeln Sie eine Schlussfolgerung. Die fehlerhafte Werkzeugkomponente (gebrochen, verdreht, verbogen, geriffelt, abgebrochen, gekerbt usw.) ist das primäre Fehlerbeispiel, weil sie die tatsächliche Fehlerstelle ist oder enthält. Ein Beispielteil einer ähnlichen Komponente, die nicht ausgefallen ist, Wenn ein Teil erfolgreich in der Produktion läuft, ist es auch wünschenswert.Wenn Ersatzteile häufig in Chargenchargen hergestellt werden, sollte zur vergleichenden Analyse auch eine Probe aus dem Ersatzteillager entnommen werden. Wenn eine defekte Komponente entdeckt wird, besteht die unmittelbare Reaktion jedoch darin, die beschädigte oder defekte Komponente zu reparieren oder zu ersetzen, so dass die Produktion wieder aufgenommen werden kann.Die meisten Versuche einer Fehleruntersuchung enden hier weiterhin, der Fehler war katastrophal oder wiederholt sich während des gesamten Produktionslaufs. Wenn sich der Fehler während der Produktion wiederholt, wird die Herstellung verlangen, dass das Problem behoben wird - nicht begangen -, weil es zu übermäßigen Ausfallzeiten führt und die rechtzeitige Lieferung an den Kunden gefährdet. Dies führt in der Regel dazu, dass wichtige Beweise verworfen oder zerstört werden. Ein Zeitverständnis für den gesamten Herstellungsprozess, die Servicehistorien der ausgefallenen Komponente (n) und die Rekonstruktion mindestens der gesamten Sequenz von Ereignisse, die zu dem Fehler führen, sind alle notwendigen Schritte. -bestandteile der Herstellungsprozess, bei minimaler erfordert: Detailzeichnungen, technische Spezifikationen, Komponente Prozessablaufdiagramme und alle relevanten Fertigungsinformationen einschließlich der Formmaterialien verwendet werden, Bearbeitungsverfahren verwendet wird, Wärmebehandlung und Oberflächenbehandlung Daten einschließlich der Applikationsmethoden sterben. Die Fähigkeit, genau einen Service Geschichte abzuschließen, wird davon abhängen, wie detailliert die Aufzeichnungen in der Anlage waren vor dem Ausfall. Beim Sammeln von Service Historien, Umwelt Details sind von besonderer Bedeutung. Dazu gehören normale und abnormale Belastung, versehentliche Überlastung, zyklische Belastung, Temperaturschwankungen und -gradienten sowie Verfahren zum Schleifen und Schärfen von Formen. Konstruktionsfehler können in zwei grundlegende Gruppen eingeteilt werden: solche, die bei der Wärmebehandlung versagen, und solche, die im Betrieb versagen. Konstruktionsfehler, die Fehler bei der Wärmebehandlung verursachen, sind das Vorhandensein von dicken Abschnitten neben dünnen Abschnitten, scharfen Ecken, Sacklöchern, Stempelmarken, Hohlkehlen mit zu kleinen Radien, schlecht angeordneten oder gestalteten Nuten oder Kerben, abrupten Querschnittsänderungen Und die Lage von Löchern, die zu dünnen Wänden führen. Konstruktionsfehler, die zu Serviceausfällen führen können, sind z. B. falsche Ecken in den Ecken, ungenaue Abstände (insbesondere bei thermischer Ausdehnung, wie es bei vielen Stanzvorgängen der Fall ist), dünne Abschnitte und abrupte Querschnittsänderungen. In vielen Fällen erhalten das Werkzeugdesign und die Materialauswahl die größte Aufmerksamkeit von der Stanzerei und dem Presswerk, in der Regel weil der Wärmeaufbringungsprozess am wenigsten verstanden wird und fast wie Außerhalb ihrer direkten Kontrolle. Ein hoch beanspruchter Bereich in einer Stanzform, z B. ein Riss oder ein Absplittern im Betrieb, weil ein in der Ecke des Bauteils angeordneter Radius versehentlich scharf zurückgelassen wurde Dies stellt ein Beispiel für einen Herstellungsfehler dar. Wenn chlorierte Stanzschmierstoffe in Stanzwerkzeugen mit Vollhartmetall-Werkzeugstählen verwendet werden, wird das Chlor Greift die Kobaltbindung an und führt dazu, dass die Chipkomponente schließlich reißt oder abbricht Dies ist ein Beispiel für einen Versagen der Servicebedingung In beiden Fällen war der Fehlermodus Cracking oder Chipping derselbe, aber die Bedingungen, die die Fehler verursacht haben, waren unterschiedlich. Sourced von: http: //www.metalformingmagazine.com/magazine/article.asp? Iid = 28 & aid = 4036
-
 Design / Konstruktion für SpritzgusswekzeugDesign / Konstruktion für Spritzgusswekzeug Der Formenbau für den Spritzgusshersteller ...
Design / Konstruktion für SpritzgusswekzeugDesign / Konstruktion für Spritzgusswekzeug Der Formenbau für den Spritzgusshersteller ...Mögen Sie ?0
Weiterlesen -
 Mold design for injection moldingMold design for injection molding manufacturer Jingmould offers a wide range design of mold, tooli...
Mold design for injection moldingMold design for injection molding manufacturer Jingmould offers a wide range design of mold, tooli...Mögen Sie ?0
Weiterlesen -
 2022 Preferred Quality Supplier Award from ABB ChinaIt is a great honor for us to receive this special award. Thanks to the hard work of Jingmould te...
2022 Preferred Quality Supplier Award from ABB ChinaIt is a great honor for us to receive this special award. Thanks to the hard work of Jingmould te...Mögen Sie ?0
Weiterlesen -
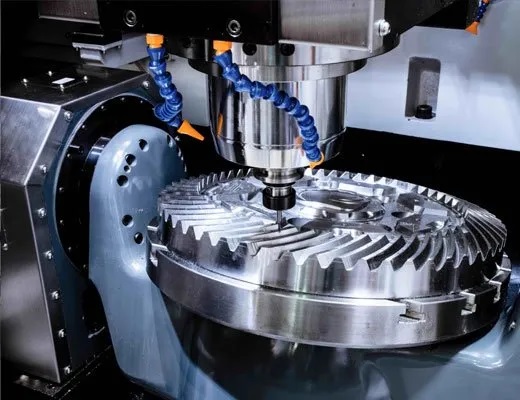 How CNC Machining Works: An OverviewHow Does CNC Machining Work? CNC machining is a subtractive manufacturing process that ...
How CNC Machining Works: An OverviewHow Does CNC Machining Work? CNC machining is a subtractive manufacturing process that ...Mögen Sie ?0
Weiterlesen -
 Präzisions Pulvermetall Formteile aus ChinaIndividuelle Pulver- (Sinter-) metallteile nach Kundenzeichnung vom chinesischen Marktführer ...
Präzisions Pulvermetall Formteile aus ChinaIndividuelle Pulver- (Sinter-) metallteile nach Kundenzeichnung vom chinesischen Marktführer ...Mögen Sie ?0
Weiterlesen -
CNC Machining SERVICECNC Machining Jingmould offers high-precision CNC machining services with quick turnarounds. With...
Mögen Sie ?0
Weiterlesen